


















- Твердотельные лазеры
Твердотельные лазеры обладают хорошей энергией излучения и способны генерировать короткие импульсы с высокой мощностью, что делает их идеальными для многих промышленных приложений, включая лазерную сварку. Их компактность, надежность и длительный срок службы делают твердотельные лазеры популярными среди производителей и специалистов в области сварки.
Применение твердотельных лазеров в лазерной сварке дает возможность выполнения сложных задач с высокой точностью и скоростью. Они позволяют получать надежные и качественные сварные соединения даже при обработке тонких и сложных материалов.
Современные твердотельные лазеры часто интегрируются в автоматизированные системы сварки, что улучшает производительность, повторяемость и общую эффективность процесса. Это особенно актуально в условиях массового производства, где требуется обработка большого количества деталей с минимальными затратами времени и ресурсов.
Твердотельные лазеры также находят применение в других областях промышленности, таких как резка, гравировка, маркировка, микрообработка материалов и исследования в научных лабораториях.
- Газовые лазеры для сварки
Газовые лазеры предлагают несколько вариантов длины волны излучения, что делает их подходящими для работы с различными материалами. Например, углекислотные лазеры (CO2) наиболее распространены для сварки металлических деталей, в то время как аргоновые (Ar) и гелиево-неоновые (He-Ne) лазеры применяются для сварки пластика и других материалов.
Одним из ключевых преимуществ газовых лазеров является их высокая мощность, что обеспечивает высокую скорость сварки и возможность обработки толстых материалов. Кроме того, они обладают высокой эффективностью, позволяющей снизить энергозатраты при сварке.
Газовые лазеры обладают также высокой точностью и контролем. Это делает их идеальным выбором для сварки сложных деталей и многокомпонентных сборок. Благодаря их способности создавать мелкие и узкие сварные швы, они могут применяться в микросварке и микрообработке материалов.
Однако газовые лазеры также имеют некоторые ограничения, включая более сложную конструкцию и обслуживание по сравнению с твердотельными лазерами. Кроме того, они чувствительны к воздействию внешних факторов, таких как температура и влажность, что может повлиять на стабильность их работы.
- Гибридные лазеры для сварки
Одним из преимуществ гибридных лазеров является возможность настраивать параметры лазерного излучения, такие как мощность и длина волны, в зависимости от требований конкретного сварочного процесса. Это позволяет использовать оптимальную комбинацию различных лазеров для обработки различных материалов и соединения различных деталей.
Еще одним преимуществом гибридных лазеров является возможность использовать их в различных режимах работы, включая непрерывную и импульсную сварку. Это позволяет адаптировать сварочный процесс под конкретные требования производства, обеспечивая оптимальное соотношение между скоростью и качеством сварки.
Важно отметить, что гибридные лазеры требуют более сложной интеграции и настройки, чем отдельные типы лазеров. Однако их высокая эффективность и универсальность делают их отличным инвестиционным решением для предприятий, стремящихся повысить производительность и качество своего производства.

Дефекты при неправильной лазерной сварке
Ниже перечислены некоторые из наиболее распространенных дефектов при неправильной лазерной сварке:
1. Поры. Поры представляют собой микроскопические воздушные или газовые полости в сварочном шве. Они могут возникать из-за недостаточной защиты сварочной зоны от воздуха, загрязнения поверхности материала или неправильной настройки параметров сварки.
2. Недостаточное проникновение. Если лазерное излучение не проникает достаточно глубоко в материал, сварной шов может быть недостаточно прочным и устойчивым к нагрузкам.
3. Переплав. Переплав возникает, когда мощность лазера слишком высока, что приводит к чрезмерному плавлению материала и деформации сварочного шва.
4. Растрескивание. Растрескивание – это образование трещин и микротрещин в сварочном шве, снижающих его прочность и устойчивость.
Для предотвращения дефектов при лазерной сварке крайне важно правильно настраивать параметры процесса, обеспечивать достаточную защиту сварочной зоны от внешних факторов и правильно подбирать материалы для сварки. Контроль качества и тщательное обучение операторов также играют ключевую роль в предотвращении дефектов и обеспечении высокого качества сварочных соединений.
Выводы
Итак, лазерная сварка представляет собой передовой и эффективный метод соединения материалов, обладающий множеством преимуществ. Она обеспечивает высокую точность, контроль и минимальные деформации при сварке, что делает ее особенно ценной в промышленности. Применение лазерной сварки широко распространено в различных отраслях, таких как авиация, автомобилестроение, медицинская техника и электроника, благодаря ее высокой производительности и автоматизированности.Однако для успешного применения лазерной сварки важно учитывать особенности каждого типа лазера. Твердотельные лазеры обладают высокой энергией и точностью, газовые лазеры предоставляют высокую мощность и гибкость в настройке параметров, а гибридные лазеры объединяют преимущества различных типов для оптимизации процессов сварки.
При этом необходимо учитывать дефекты, которые могут возникать при неправильной лазерной сварке. Поры, недостаточное проникновение, перекрытие и другие дефекты могут снижать качество сварочных соединений и повлиять на прочность и надежность изделий.
Для обеспечения высокого качества сварки и предотвращения дефектов критическое значение имеют правильный выбор режимов сварки, обучение и опыт операторов, а также контроль качества процесса.
Лазерная сварка продолжает оставаться одним из ключевых технологических решений в промышленности, предоставляя производителям высокую производительность, гибкость и качество соединения материалов. Постоянное развитие и совершенствование этой технологии позволит применять ее в еще большем количестве отраслей и способствовать прогрессу и инновациям в современной промышленности.
[TYPE] => HTML ) [~DESCRIPTION] => [~NAME] => Текст на детальной странице до "Оборудование из статьи" [~DEFAULT_VALUE] => Array ( [TYPE] => HTML [TEXT] => ) ) [TEXT_AFTER] => Array ( [ID] => 75 [TIMESTAMP_X] => 2022-10-28 00:14:17 [IBLOCK_ID] => 19 [NAME] => Текст на детальной странице после "Оборудование из статьи" [ACTIVE] => Y [SORT] => 500 [CODE] => TEXT_AFTER [DEFAULT_VALUE] => Array ( [TYPE] => HTML [TEXT] => ) [PROPERTY_TYPE] => S [ROW_COUNT] => 1 [COL_COUNT] => 30 [LIST_TYPE] => L [MULTIPLE] => N [XML_ID] => [FILE_TYPE] => [MULTIPLE_CNT] => 5 [TMP_ID] => [LINK_IBLOCK_ID] => 0 [WITH_DESCRIPTION] => N [SEARCHABLE] => N [FILTRABLE] => N [IS_REQUIRED] => N [VERSION] => 1 [USER_TYPE] => HTML [USER_TYPE_SETTINGS] => Array ( [height] => 200 ) [HINT] => [PROPERTY_VALUE_ID] => [VALUE] => [DESCRIPTION] => [VALUE_ENUM] => [VALUE_XML_ID] => [VALUE_SORT] => [~VALUE] => [~DESCRIPTION] => [~NAME] => Текст на детальной странице после "Оборудование из статьи" [~DEFAULT_VALUE] => Array ( [TYPE] => HTML [TEXT] => ) ) [PRODUCT_ARTICLE] => Array ( [ID] => 76 [TIMESTAMP_X] => 2024-05-30 09:52:42 [IBLOCK_ID] => 19 [NAME] => Оборудование из статьи [ACTIVE] => Y [SORT] => 500 [CODE] => PRODUCT_ARTICLE [DEFAULT_VALUE] => [PROPERTY_TYPE] => E [ROW_COUNT] => 1 [COL_COUNT] => 30 [LIST_TYPE] => L [MULTIPLE] => Y [XML_ID] => [FILE_TYPE] => [MULTIPLE_CNT] => 5 [TMP_ID] => [LINK_IBLOCK_ID] => 1 [WITH_DESCRIPTION] => N [SEARCHABLE] => N [FILTRABLE] => N [IS_REQUIRED] => N [VERSION] => 1 [USER_TYPE] => [USER_TYPE_SETTINGS] => a:0:{} [HINT] => [PROPERTY_VALUE_ID] => [VALUE] => [DESCRIPTION] => [VALUE_ENUM] => [VALUE_XML_ID] => [VALUE_SORT] => [~VALUE] => [~DESCRIPTION] => [~NAME] => Оборудование из статьи [~DEFAULT_VALUE] => ) [PRODUCT_DETAIL_PICTURE] => Array ( [ID] => 100 [TIMESTAMP_X] => 2024-05-30 09:52:42 [IBLOCK_ID] => 19 [NAME] => Картинка для деталки продукта [ACTIVE] => Y [SORT] => 500 [CODE] => PRODUCT_DETAIL_PICTURE [DEFAULT_VALUE] => [PROPERTY_TYPE] => F [ROW_COUNT] => 1 [COL_COUNT] => 30 [LIST_TYPE] => L [MULTIPLE] => N [XML_ID] => [FILE_TYPE] => [MULTIPLE_CNT] => 5 [TMP_ID] => [LINK_IBLOCK_ID] => 0 [WITH_DESCRIPTION] => N [SEARCHABLE] => N [FILTRABLE] => N [IS_REQUIRED] => N [VERSION] => 1 [USER_TYPE] => [USER_TYPE_SETTINGS] => a:0:{} [HINT] => [PROPERTY_VALUE_ID] => [VALUE] => [DESCRIPTION] => [VALUE_ENUM] => [VALUE_XML_ID] => [VALUE_SORT] => [~VALUE] => [~DESCRIPTION] => [~NAME] => Картинка для деталки продукта [~DEFAULT_VALUE] => ) [GALLERY1] => Array ( [ID] => 202 [TIMESTAMP_X] => 2024-05-30 09:52:42 [IBLOCK_ID] => 19 [NAME] => #GALLERY1 [ACTIVE] => Y [SORT] => 500 [CODE] => GALLERY1 [DEFAULT_VALUE] => [PROPERTY_TYPE] => F [ROW_COUNT] => 1 [COL_COUNT] => 30 [LIST_TYPE] => L [MULTIPLE] => Y [XML_ID] => [FILE_TYPE] => [MULTIPLE_CNT] => 5 [TMP_ID] => [LINK_IBLOCK_ID] => 0 [WITH_DESCRIPTION] => N [SEARCHABLE] => N [FILTRABLE] => N [IS_REQUIRED] => N [VERSION] => 1 [USER_TYPE] => [USER_TYPE_SETTINGS] => [HINT] => [PROPERTY_VALUE_ID] => [VALUE] => [DESCRIPTION] => [VALUE_ENUM] => [VALUE_XML_ID] => [VALUE_SORT] => [~VALUE] => [~DESCRIPTION] => [~NAME] => #GALLERY1 [~DEFAULT_VALUE] => ) [GALLERY2] => Array ( [ID] => 203 [TIMESTAMP_X] => 2024-05-30 09:52:42 [IBLOCK_ID] => 19 [NAME] => #GALLERY2 [ACTIVE] => Y [SORT] => 500 [CODE] => GALLERY2 [DEFAULT_VALUE] => [PROPERTY_TYPE] => F [ROW_COUNT] => 1 [COL_COUNT] => 30 [LIST_TYPE] => L [MULTIPLE] => Y [XML_ID] => [FILE_TYPE] => [MULTIPLE_CNT] => 5 [TMP_ID] => [LINK_IBLOCK_ID] => 0 [WITH_DESCRIPTION] => N [SEARCHABLE] => N [FILTRABLE] => N [IS_REQUIRED] => N [VERSION] => 1 [USER_TYPE] => [USER_TYPE_SETTINGS] => [HINT] => [PROPERTY_VALUE_ID] => [VALUE] => [DESCRIPTION] => [VALUE_ENUM] => [VALUE_XML_ID] => [VALUE_SORT] => [~VALUE] => [~DESCRIPTION] => [~NAME] => #GALLERY2 [~DEFAULT_VALUE] => ) [GALLERY3] => Array ( [ID] => 204 [TIMESTAMP_X] => 2024-05-30 09:52:42 [IBLOCK_ID] => 19 [NAME] => #GALLERY3 [ACTIVE] => Y [SORT] => 500 [CODE] => GALLERY3 [DEFAULT_VALUE] => [PROPERTY_TYPE] => F [ROW_COUNT] => 1 [COL_COUNT] => 30 [LIST_TYPE] => L [MULTIPLE] => Y [XML_ID] => [FILE_TYPE] => [MULTIPLE_CNT] => 5 [TMP_ID] => [LINK_IBLOCK_ID] => 0 [WITH_DESCRIPTION] => N [SEARCHABLE] => N [FILTRABLE] => N [IS_REQUIRED] => N [VERSION] => 1 [USER_TYPE] => [USER_TYPE_SETTINGS] => [HINT] => [PROPERTY_VALUE_ID] => [VALUE] => [DESCRIPTION] => [VALUE_ENUM] => [VALUE_XML_ID] => [VALUE_SORT] => [~VALUE] => [~DESCRIPTION] => [~NAME] => #GALLERY3 [~DEFAULT_VALUE] => ) [GALLERY4] => Array ( [ID] => 205 [TIMESTAMP_X] => 2024-05-30 09:52:42 [IBLOCK_ID] => 19 [NAME] => #GALLERY4 [ACTIVE] => Y [SORT] => 500 [CODE] => GALLERY4 [DEFAULT_VALUE] => [PROPERTY_TYPE] => F [ROW_COUNT] => 1 [COL_COUNT] => 30 [LIST_TYPE] => L [MULTIPLE] => Y [XML_ID] => [FILE_TYPE] => [MULTIPLE_CNT] => 5 [TMP_ID] => [LINK_IBLOCK_ID] => 0 [WITH_DESCRIPTION] => N [SEARCHABLE] => N [FILTRABLE] => N [IS_REQUIRED] => N [VERSION] => 1 [USER_TYPE] => [USER_TYPE_SETTINGS] => [HINT] => [PROPERTY_VALUE_ID] => [VALUE] => [DESCRIPTION] => [VALUE_ENUM] => [VALUE_XML_ID] => [VALUE_SORT] => [~VALUE] => [~DESCRIPTION] => [~NAME] => #GALLERY4 [~DEFAULT_VALUE] => ) [GALLERY5] => Array ( [ID] => 206 [TIMESTAMP_X] => 2024-05-30 09:52:42 [IBLOCK_ID] => 19 [NAME] => #GALLERY5 [ACTIVE] => Y [SORT] => 500 [CODE] => GALLERY5 [DEFAULT_VALUE] => [PROPERTY_TYPE] => F [ROW_COUNT] => 1 [COL_COUNT] => 30 [LIST_TYPE] => L [MULTIPLE] => Y [XML_ID] => [FILE_TYPE] => [MULTIPLE_CNT] => 5 [TMP_ID] => [LINK_IBLOCK_ID] => 0 [WITH_DESCRIPTION] => N [SEARCHABLE] => N [FILTRABLE] => N [IS_REQUIRED] => N [VERSION] => 1 [USER_TYPE] => [USER_TYPE_SETTINGS] => [HINT] => [PROPERTY_VALUE_ID] => [VALUE] => [DESCRIPTION] => [VALUE_ENUM] => [VALUE_XML_ID] => [VALUE_SORT] => [~VALUE] => [~DESCRIPTION] => [~NAME] => #GALLERY5 [~DEFAULT_VALUE] => ) [VIDEO1] => Array ( [ID] => 207 [TIMESTAMP_X] => 2024-05-30 09:52:42 [IBLOCK_ID] => 19 [NAME] => #VIDEO1 [ACTIVE] => Y [SORT] => 500 [CODE] => VIDEO1 [DEFAULT_VALUE] => [PROPERTY_TYPE] => F [ROW_COUNT] => 1 [COL_COUNT] => 30 [LIST_TYPE] => L [MULTIPLE] => N [XML_ID] => [FILE_TYPE] => [MULTIPLE_CNT] => 5 [TMP_ID] => [LINK_IBLOCK_ID] => 0 [WITH_DESCRIPTION] => N [SEARCHABLE] => N [FILTRABLE] => N [IS_REQUIRED] => N [VERSION] => 1 [USER_TYPE] => [USER_TYPE_SETTINGS] => [HINT] => [PROPERTY_VALUE_ID] => [VALUE] => [DESCRIPTION] => [VALUE_ENUM] => [VALUE_XML_ID] => [VALUE_SORT] => [~VALUE] => [~DESCRIPTION] => [~NAME] => #VIDEO1 [~DEFAULT_VALUE] => ) [VIDEO2] => Array ( [ID] => 208 [TIMESTAMP_X] => 2024-05-30 09:52:42 [IBLOCK_ID] => 19 [NAME] => #VIDEO2 [ACTIVE] => Y [SORT] => 500 [CODE] => VIDEO2 [DEFAULT_VALUE] => [PROPERTY_TYPE] => F [ROW_COUNT] => 1 [COL_COUNT] => 30 [LIST_TYPE] => L [MULTIPLE] => N [XML_ID] => [FILE_TYPE] => [MULTIPLE_CNT] => 5 [TMP_ID] => [LINK_IBLOCK_ID] => 0 [WITH_DESCRIPTION] => N [SEARCHABLE] => N [FILTRABLE] => N [IS_REQUIRED] => N [VERSION] => 1 [USER_TYPE] => [USER_TYPE_SETTINGS] => [HINT] => [PROPERTY_VALUE_ID] => [VALUE] => [DESCRIPTION] => [VALUE_ENUM] => [VALUE_XML_ID] => [VALUE_SORT] => [~VALUE] => [~DESCRIPTION] => [~NAME] => #VIDEO2 [~DEFAULT_VALUE] => ) [VIDEO3] => Array ( [ID] => 209 [TIMESTAMP_X] => 2024-05-30 09:52:42 [IBLOCK_ID] => 19 [NAME] => #VIDEO3 [ACTIVE] => Y [SORT] => 500 [CODE] => VIDEO3 [DEFAULT_VALUE] => [PROPERTY_TYPE] => F [ROW_COUNT] => 1 [COL_COUNT] => 30 [LIST_TYPE] => L [MULTIPLE] => N [XML_ID] => [FILE_TYPE] => [MULTIPLE_CNT] => 5 [TMP_ID] => [LINK_IBLOCK_ID] => 0 [WITH_DESCRIPTION] => N [SEARCHABLE] => N [FILTRABLE] => N [IS_REQUIRED] => N [VERSION] => 1 [USER_TYPE] => [USER_TYPE_SETTINGS] => [HINT] => [PROPERTY_VALUE_ID] => [VALUE] => [DESCRIPTION] => [VALUE_ENUM] => [VALUE_XML_ID] => [VALUE_SORT] => [~VALUE] => [~DESCRIPTION] => [~NAME] => #VIDEO3 [~DEFAULT_VALUE] => ) [VIDEO4] => Array ( [ID] => 210 [TIMESTAMP_X] => 2024-05-30 09:52:42 [IBLOCK_ID] => 19 [NAME] => #VIDEO4 [ACTIVE] => Y [SORT] => 500 [CODE] => VIDEO4 [DEFAULT_VALUE] => [PROPERTY_TYPE] => F [ROW_COUNT] => 1 [COL_COUNT] => 30 [LIST_TYPE] => L [MULTIPLE] => N [XML_ID] => [FILE_TYPE] => [MULTIPLE_CNT] => 5 [TMP_ID] => [LINK_IBLOCK_ID] => 0 [WITH_DESCRIPTION] => N [SEARCHABLE] => N [FILTRABLE] => N [IS_REQUIRED] => N [VERSION] => 1 [USER_TYPE] => [USER_TYPE_SETTINGS] => [HINT] => [PROPERTY_VALUE_ID] => [VALUE] => [DESCRIPTION] => [VALUE_ENUM] => [VALUE_XML_ID] => [VALUE_SORT] => [~VALUE] => [~DESCRIPTION] => [~NAME] => #VIDEO4 [~DEFAULT_VALUE] => ) [VIDEO5] => Array ( [ID] => 211 [TIMESTAMP_X] => 2024-05-30 09:52:42 [IBLOCK_ID] => 19 [NAME] => #VIDEO5 [ACTIVE] => Y [SORT] => 500 [CODE] => VIDEO5 [DEFAULT_VALUE] => [PROPERTY_TYPE] => F [ROW_COUNT] => 1 [COL_COUNT] => 30 [LIST_TYPE] => L [MULTIPLE] => N [XML_ID] => [FILE_TYPE] => [MULTIPLE_CNT] => 5 [TMP_ID] => [LINK_IBLOCK_ID] => 0 [WITH_DESCRIPTION] => N [SEARCHABLE] => N [FILTRABLE] => N [IS_REQUIRED] => N [VERSION] => 1 [USER_TYPE] => [USER_TYPE_SETTINGS] => [HINT] => [PROPERTY_VALUE_ID] => [VALUE] => [DESCRIPTION] => [VALUE_ENUM] => [VALUE_XML_ID] => [VALUE_SORT] => [~VALUE] => [~DESCRIPTION] => [~NAME] => #VIDEO5 [~DEFAULT_VALUE] => ) [SHOW_IN_MAIN_PAGE] => ) [DISPLAY_PROPERTIES] => Array ( [TYPE] => Array ( [ID] => 53 [TIMESTAMP_X] => 2024-05-30 09:52:42 [IBLOCK_ID] => 19 [NAME] => Тип [ACTIVE] => Y [SORT] => 500 [CODE] => TYPE [DEFAULT_VALUE] => [PROPERTY_TYPE] => L [ROW_COUNT] => 1 [COL_COUNT] => 30 [LIST_TYPE] => L [MULTIPLE] => N [XML_ID] => [FILE_TYPE] => [MULTIPLE_CNT] => 5 [TMP_ID] => [LINK_IBLOCK_ID] => 0 [WITH_DESCRIPTION] => N [SEARCHABLE] => N [FILTRABLE] => N [IS_REQUIRED] => N [VERSION] => 1 [USER_TYPE] => [USER_TYPE_SETTINGS] => a:0:{} [HINT] => [PROPERTY_VALUE_ID] => 13207 [VALUE] => Технология [DESCRIPTION] => [VALUE_ENUM] => Технология [VALUE_XML_ID] => tecknology [VALUE_SORT] => 500 [VALUE_ENUM_ID] => 46 [~VALUE] => Технология [~DESCRIPTION] => [~NAME] => Тип [~DEFAULT_VALUE] => [DISPLAY_VALUE] => Технология ) ) [IBLOCK] => Array ( [ID] => 19 [~ID] => 19 [TIMESTAMP_X] => 23.11.2022 13:26:25 [~TIMESTAMP_X] => 23.11.2022 13:26:25 [IBLOCK_TYPE_ID] => articles [~IBLOCK_TYPE_ID] => articles [LID] => s1 [~LID] => s1 [CODE] => articles [~CODE] => articles [API_CODE] => [~API_CODE] => [REST_ON] => N [~REST_ON] => N [NAME] => Статьи [~NAME] => Статьи [ACTIVE] => Y [~ACTIVE] => Y [SORT] => 500 [~SORT] => 500 [LIST_PAGE_URL] => /articles/ [~LIST_PAGE_URL] => /articles/ [DETAIL_PAGE_URL] => /articles/#ELEMENT_CODE#/ [~DETAIL_PAGE_URL] => /articles/#ELEMENT_CODE#/ [SECTION_PAGE_URL] => /articles/ [~SECTION_PAGE_URL] => /articles/ [CANONICAL_PAGE_URL] => /articles/articles/ [~CANONICAL_PAGE_URL] => /articles/articles/ [PICTURE] => [~PICTURE] => [DESCRIPTION] => [~DESCRIPTION] => [DESCRIPTION_TYPE] => text [~DESCRIPTION_TYPE] => text [RSS_TTL] => 24 [~RSS_TTL] => 24 [RSS_ACTIVE] => Y [~RSS_ACTIVE] => Y [RSS_FILE_ACTIVE] => N [~RSS_FILE_ACTIVE] => N [RSS_FILE_LIMIT] => [~RSS_FILE_LIMIT] => [RSS_FILE_DAYS] => [~RSS_FILE_DAYS] => [RSS_YANDEX_ACTIVE] => N [~RSS_YANDEX_ACTIVE] => N [XML_ID] => [~XML_ID] => [TMP_ID] => [~TMP_ID] => [INDEX_ELEMENT] => Y [~INDEX_ELEMENT] => Y [INDEX_SECTION] => N [~INDEX_SECTION] => N [WORKFLOW] => N [~WORKFLOW] => N [BIZPROC] => N [~BIZPROC] => N [SECTION_CHOOSER] => L [~SECTION_CHOOSER] => L [LIST_MODE] => [~LIST_MODE] => [RIGHTS_MODE] => S [~RIGHTS_MODE] => S [SECTION_PROPERTY] => N [~SECTION_PROPERTY] => N [PROPERTY_INDEX] => N [~PROPERTY_INDEX] => N [VERSION] => 1 [~VERSION] => 1 [LAST_CONV_ELEMENT] => 0 [~LAST_CONV_ELEMENT] => 0 [SOCNET_GROUP_ID] => [~SOCNET_GROUP_ID] => [EDIT_FILE_BEFORE] => [~EDIT_FILE_BEFORE] => [EDIT_FILE_AFTER] => [~EDIT_FILE_AFTER] => [SECTIONS_NAME] => Разделы [~SECTIONS_NAME] => Разделы [SECTION_NAME] => Раздел [~SECTION_NAME] => Раздел [ELEMENTS_NAME] => Элементы [~ELEMENTS_NAME] => Элементы [ELEMENT_NAME] => Элемент [~ELEMENT_NAME] => Элемент [EXTERNAL_ID] => [~EXTERNAL_ID] => [LANG_DIR] => / [~LANG_DIR] => / [SERVER_NAME] => www.laser-bulat.ru [~SERVER_NAME] => www.laser-bulat.ru ) [SECTION] => Array ( [PATH] => Array ( ) ) [SECTION_URL] => [META_TAGS] => Array ( [TITLE] => Лазерная сварка [BROWSER_TITLE] => Лазерная сварка | [ОКБ БУЛАТ] [KEYWORDS] => [DESCRIPTION] => За многие годы лазерная сварка оказала значительное влияние на промышленность и стала решением множества проблем возникавших при использовании традиционных методов сварки. ) [PRODUCTS] => Array ( ) [TAGS] => Array ( [0] => Array ( [ID] => 44 [~ID] => 44 [PROPERTY_ID] => 53 [~PROPERTY_ID] => 53 [VALUE] => Статья [~VALUE] => Статья [DEF] => N [~DEF] => N [SORT] => 500 [~SORT] => 500 [XML_ID] => article [~XML_ID] => article [TMP_ID] => [~TMP_ID] => [EXTERNAL_ID] => article [~EXTERNAL_ID] => article [PROPERTY_NAME] => Тип [~PROPERTY_NAME] => Тип [PROPERTY_CODE] => TYPE [~PROPERTY_CODE] => TYPE [PROPERTY_SORT] => 500 [~PROPERTY_SORT] => 500 ) [1] => Array ( [ID] => 46 [~ID] => 46 [PROPERTY_ID] => 53 [~PROPERTY_ID] => 53 [VALUE] => Технология [~VALUE] => Технология [DEF] => N [~DEF] => N [SORT] => 500 [~SORT] => 500 [XML_ID] => tecknology [~XML_ID] => tecknology [TMP_ID] => [~TMP_ID] => [EXTERNAL_ID] => tecknology [~EXTERNAL_ID] => tecknology [PROPERTY_NAME] => Тип [~PROPERTY_NAME] => Тип [PROPERTY_CODE] => TYPE [~PROPERTY_CODE] => TYPE [PROPERTY_SORT] => 500 [~PROPERTY_SORT] => 500 ) [2] => Array ( [ID] => 45 [~ID] => 45 [PROPERTY_ID] => 53 [~PROPERTY_ID] => 53 [VALUE] => Обзор [~VALUE] => Обзор [DEF] => N [~DEF] => N [SORT] => 500 [~SORT] => 500 [XML_ID] => review [~XML_ID] => review [TMP_ID] => [~TMP_ID] => [EXTERNAL_ID] => review [~EXTERNAL_ID] => review [PROPERTY_NAME] => Тип [~PROPERTY_NAME] => Тип [PROPERTY_CODE] => TYPE [~PROPERTY_CODE] => TYPE [PROPERTY_SORT] => 500 [~PROPERTY_SORT] => 500 ) ) )
Лазерная сварка
Ее универсальность и целый ряд преимуществ позволяет ей активно вытеснять дуговую, электронно-лучевую, плазменную и другие виды сварки даже не смотря на сравнительно высокую стоимость оборудования.
Лазерная сварка относится к методам сварки плавлением и представляет собой процесс получения неразъемных соединений под воздействием излучения с высокой плотностью мощности. Которое позволяет добиваться высоких температур, развиваемых в зоне воздействия, и локализации тепловых процессов при высокой скорости расплавления.
Особенностью лазерного излучения является широкий диапазон изменения режимов, позволяющий одинаково эффективно сваривать материалы толщинами от единиц микрон до десятков миллиметров. При этом лазер позволяет выполнять два вида сварки – точечную и шовную.

Принцип действия лазерной сварки
Принцип действия этого технологического процесса заключается в направленной концентрации энергии лазерного луча на поверхность обрабатываемых деталей. В процессе сварки лазерное излучение проникает в материал, вызывая его нагрев и плавление. При правильной настройке лазерной системы и контроле параметров процесса можно достичь точной фокусировки и глубины проникновения луча, что позволяет получить высококачественное соединение деталей без необходимости физического контакта.Преимущества лазерной сварки
Преимущества лазерной сварки нельзя переоценить. Во-первых, она обеспечивает высокую точность и контроль в процессе соединения деталей, минимизируя возможные деформации и искажения. Это особенно важно при обработке тонких и чувствительных материалов, таких как тонкая сталь или алюминий, где традиционные методы сварки могут вызвать повреждения. Во-вторых, лазерная сварка позволяет достигнуть высокой производительности и эффективности, сокращая время обработки и снижая затраты на производство.
Важной характеристикой лазерной сварки является возможность работать с различными типами материалов, включая разнородные соединения. Это открывает новые горизонты в проектировании и производстве сложных компонентов, которые ранее были трудны или даже невозможны.
Кроме того, лазерная сварка прекрасно подходит для автоматизации, что позволяет создавать роботизированные комплексы, способные обрабатывать детали с высокой производительностью и повторяемостью. В дополнение к этому, она зачастую не требует постобработки. Это особенно актуально в условиях массового производства, где необходимы минимальное время производства и стабильное качество.
Еще одним важным преимуществом лазерной сварки является возможность проведения работ в условиях ограниченного доступа к свариваемой области. Благодаря небольшому размеру и высокой направленности лазерного луча, сварка может выполняться в труднодоступных местах, что делает этот метод особенно полезным в производстве сложных изделий и сборке многоуровневых компонентов.
Наконец, лазерная сварка считается более экологически чистым процессом по сравнению с традиционными методами, так как минимизируется выброс отходов и расход материалов.

Сферы применения лазерной сварки
Лазерная сварка нашла широкое применение в различных отраслях промышленности благодаря своей эффективности, точности и универсальности. Вот некоторые из ключевых сфер, где лазерная сварка успешно используется:
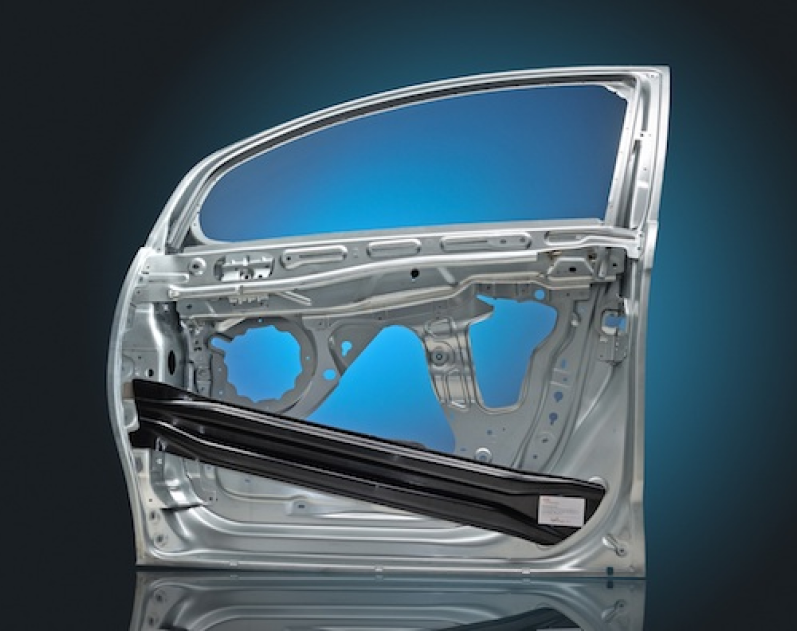
- Автомобильная промышленность. Лазерная сварка применяется для соединения кузовных деталей, производства выхлопных систем, рам и других компонентов. Её высокая точность и контроль позволяют создавать надежные и прочные сварные соединения, что важно для безопасности и долговечности автомобилей.
- Аэрокосмическая промышленность. В аэрокосмической отрасли лазерная сварка используется для создания сложных конструкций из легких материалов, таких как алюминий и титан. Она обеспечивает высокую прочность и надежность сварных соединений, что важно для летательных аппаратов.
- Медицинская техника. Лазерная сварка применяется для производства медицинских инструментов, аппаратов и имплантатов. Её высокая точность и минимальные деформации позволяют создавать сложные и мелкие компоненты, которые требуются в медицинской индустрии.
- Электроника. Лазерная сварка используется для монтажа и ремонта электронных компонентов, микросхем и печатных плат. Её способность работать с высокой скоростью и создавать микроскопические сварные швы делает её особенно полезной в производстве электроники.
- Производство бытовой техники.
Лазерная сварка применяется для соединения различных компонентов бытовой техники, таких как холодильники, стиральные машины, кофемашины и другие. Она обеспечивает прочные и эстетичные сварные соединения.
- Машиностроение. В машиностроении лазерная сварка используется для создания сложных металлических конструкций и деталей, таких как зубчатые колеса, шестерни, корпусы двигателей и другие.
- Атомная промышленность. Качественная и надежная лазерная сварка прекрасно подходит для работы с высокоточными элементами ядерных реакторов. Возможность работы сквозь стекло и передачи излучения по волокну – значительно упрощают интеграцию систем для работы в «горячих» камерах.
- Мебельное производство. Лазерная сварка используется для соединения металлических деталей в мебельной индустрии, обеспечивая прочные и эстетичные сварные соединения.
Это лишь некоторые из примеров сфер применения лазерной сварки. Её универсальность и возможность работы с различными материалами делают эту технологию востребованной и перспективной во многих отраслях промышленности.
Виды лазеров
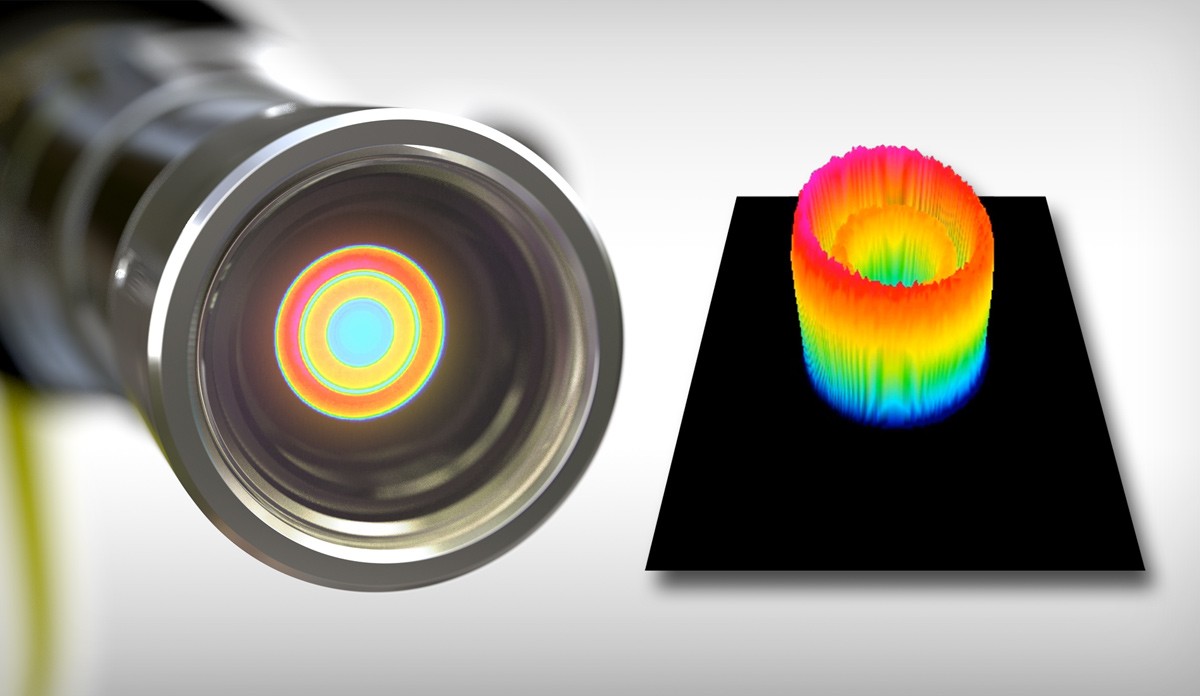
- Твердотельные лазеры
Твердотельные лазеры обладают хорошей энергией излучения и способны генерировать короткие импульсы с высокой мощностью, что делает их идеальными для многих промышленных приложений, включая лазерную сварку. Их компактность, надежность и длительный срок службы делают твердотельные лазеры популярными среди производителей и специалистов в области сварки.
Применение твердотельных лазеров в лазерной сварке дает возможность выполнения сложных задач с высокой точностью и скоростью. Они позволяют получать надежные и качественные сварные соединения даже при обработке тонких и сложных материалов.
Современные твердотельные лазеры часто интегрируются в автоматизированные системы сварки, что улучшает производительность, повторяемость и общую эффективность процесса. Это особенно актуально в условиях массового производства, где требуется обработка большого количества деталей с минимальными затратами времени и ресурсов.
Твердотельные лазеры также находят применение в других областях промышленности, таких как резка, гравировка, маркировка, микрообработка материалов и исследования в научных лабораториях.
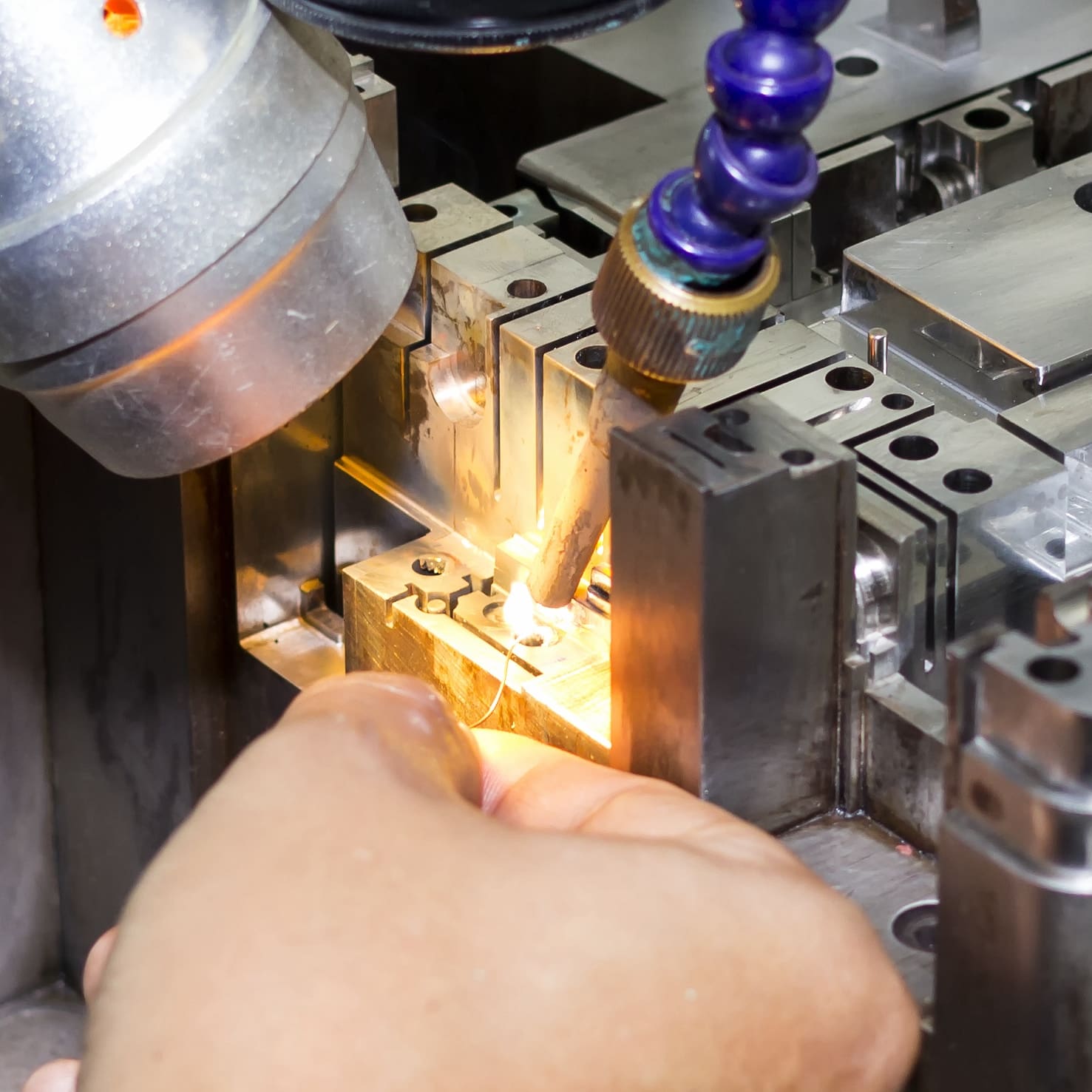
- Газовые лазеры для сварки
Газовые лазеры предлагают несколько вариантов длины волны излучения, что делает их подходящими для работы с различными материалами. Например, углекислотные лазеры (CO2) наиболее распространены для сварки металлических деталей, в то время как аргоновые (Ar) и гелиево-неоновые (He-Ne) лазеры применяются для сварки пластика и других материалов.
Одним из ключевых преимуществ газовых лазеров является их высокая мощность, что обеспечивает высокую скорость сварки и возможность обработки толстых материалов. Кроме того, они обладают высокой эффективностью, позволяющей снизить энергозатраты при сварке.
Газовые лазеры обладают также высокой точностью и контролем. Это делает их идеальным выбором для сварки сложных деталей и многокомпонентных сборок. Благодаря их способности создавать мелкие и узкие сварные швы, они могут применяться в микросварке и микрообработке материалов.
Однако газовые лазеры также имеют некоторые ограничения, включая более сложную конструкцию и обслуживание по сравнению с твердотельными лазерами. Кроме того, они чувствительны к воздействию внешних факторов, таких как температура и влажность, что может повлиять на стабильность их работы.
- Гибридные лазеры для сварки
Одним из преимуществ гибридных лазеров является возможность настраивать параметры лазерного излучения, такие как мощность и длина волны, в зависимости от требований конкретного сварочного процесса. Это позволяет использовать оптимальную комбинацию различных лазеров для обработки различных материалов и соединения различных деталей.
Еще одним преимуществом гибридных лазеров является возможность использовать их в различных режимах работы, включая непрерывную и импульсную сварку. Это позволяет адаптировать сварочный процесс под конкретные требования производства, обеспечивая оптимальное соотношение между скоростью и качеством сварки.
Важно отметить, что гибридные лазеры требуют более сложной интеграции и настройки, чем отдельные типы лазеров. Однако их высокая эффективность и универсальность делают их отличным инвестиционным решением для предприятий, стремящихся повысить производительность и качество своего производства.
Дефекты при неправильной лазерной сварке
Ниже перечислены некоторые из наиболее распространенных дефектов при неправильной лазерной сварке:
1. Поры. Поры представляют собой микроскопические воздушные или газовые полости в сварочном шве. Они могут возникать из-за недостаточной защиты сварочной зоны от воздуха, загрязнения поверхности материала или неправильной настройки параметров сварки.
2. Недостаточное проникновение. Если лазерное излучение не проникает достаточно глубоко в материал, сварной шов может быть недостаточно прочным и устойчивым к нагрузкам.
3. Переплав. Переплав возникает, когда мощность лазера слишком высока, что приводит к чрезмерному плавлению материала и деформации сварочного шва.
4. Растрескивание. Растрескивание – это образование трещин и микротрещин в сварочном шве, снижающих его прочность и устойчивость.
Для предотвращения дефектов при лазерной сварке крайне важно правильно настраивать параметры процесса, обеспечивать достаточную защиту сварочной зоны от внешних факторов и правильно подбирать материалы для сварки. Контроль качества и тщательное обучение операторов также играют ключевую роль в предотвращении дефектов и обеспечении высокого качества сварочных соединений.
Выводы
Итак, лазерная сварка представляет собой передовой и эффективный метод соединения материалов, обладающий множеством преимуществ. Она обеспечивает высокую точность, контроль и минимальные деформации при сварке, что делает ее особенно ценной в промышленности. Применение лазерной сварки широко распространено в различных отраслях, таких как авиация, автомобилестроение, медицинская техника и электроника, благодаря ее высокой производительности и автоматизированности.Однако для успешного применения лазерной сварки важно учитывать особенности каждого типа лазера. Твердотельные лазеры обладают высокой энергией и точностью, газовые лазеры предоставляют высокую мощность и гибкость в настройке параметров, а гибридные лазеры объединяют преимущества различных типов для оптимизации процессов сварки.
При этом необходимо учитывать дефекты, которые могут возникать при неправильной лазерной сварке. Поры, недостаточное проникновение, перекрытие и другие дефекты могут снижать качество сварочных соединений и повлиять на прочность и надежность изделий.
Для обеспечения высокого качества сварки и предотвращения дефектов критическое значение имеют правильный выбор режимов сварки, обучение и опыт операторов, а также контроль качества процесса.
Лазерная сварка продолжает оставаться одним из ключевых технологических решений в промышленности, предоставляя производителям высокую производительность, гибкость и качество соединения материалов. Постоянное развитие и совершенствование этой технологии позволит применять ее в еще большем количестве отраслей и способствовать прогрессу и инновациям в современной промышленности.